


Derouging Your Steam Autoclave Machines
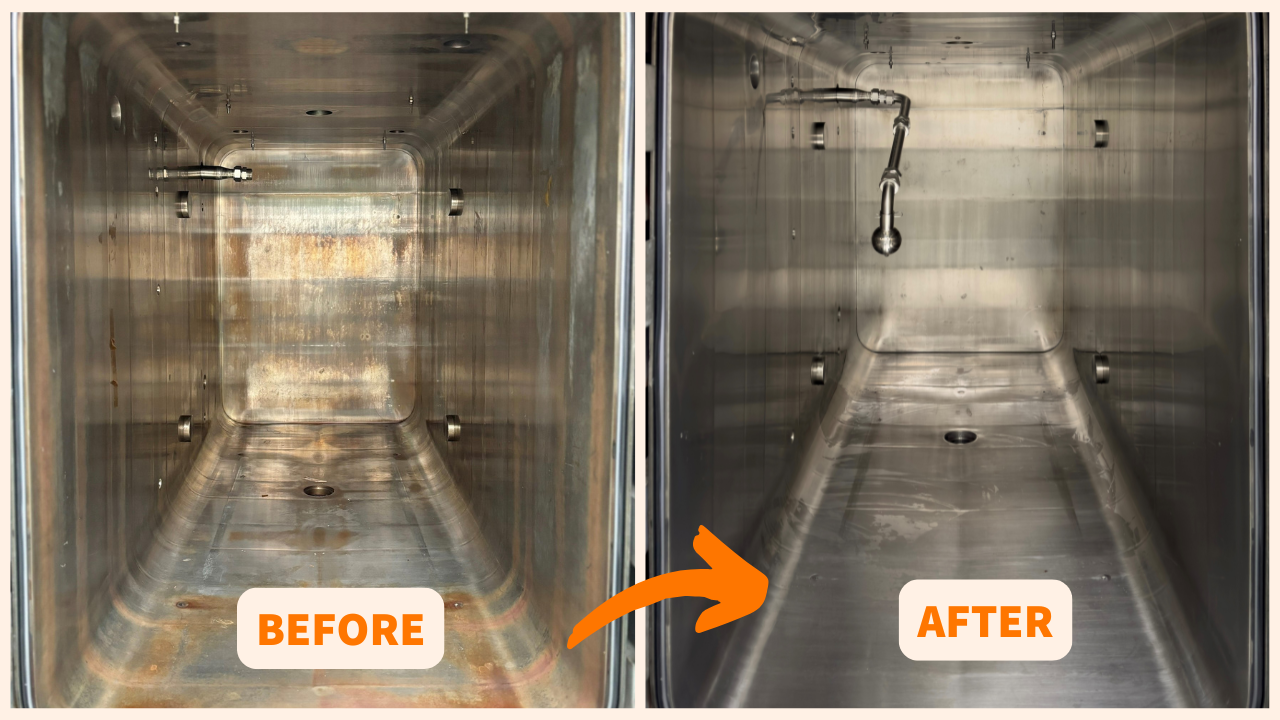
Derouging Your Steam Autoclave Machines
October 16, 2024
2
min read
Ensuring Pharmaceutical Equipment Longevity With Biofilm Removal
Ensuring Pharmaceutical Equipment Longevity With Biofilm Removal
October 1, 2024
2
min read
4 Facts About The Passivation Procedure For Stainless Steel Pipes
4 Facts About The Passivation Procedure For Stainless Steel Pipes
September 24, 2024
2
min read