Successful pickling is a function of acid strength, acid temperature and contact time. All three variables can be manipulated (within reason) in order to suit the grade of stainless steel, the component being processed and of course, the client’s schedule.
Pickling can be performed by immersion, circulation, spraying or brushing. Typically, smaller items are immersed and larger items are sprayed. Fixed pipework and vessels can be circulated through. The design of the component will usually dictate which process is used. For example, it may be prudent to spray a small, complicated fabrication rather than to immerse it – where it is at risk of acid entrapment, formation of air-pockets and handling damage.
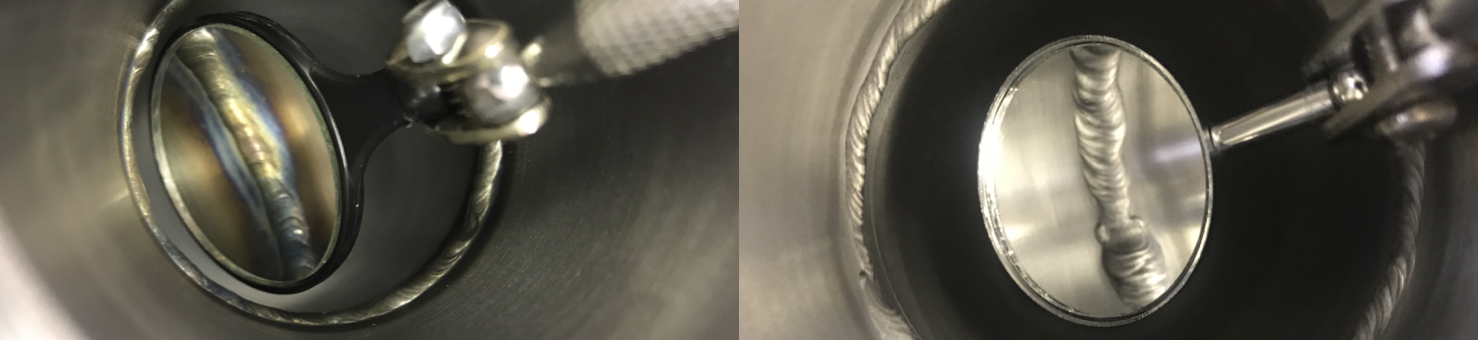
The grade of stainless steel / duplex should be taken into consideration, as well as the severity of discolouration in the heat-affected-zone and/or other contaminants. We adjust the chemistry of our pickling products to suit individual projects as to be able to remove contaminants without adversely affecting the base material. This includes the special formulation of a nitric-free solution which enables us to safely heat the pickling chemicals to much higher temperatures, dramatically reducing the required contact times on super-duplex projects.